stainless steel rubik's cube
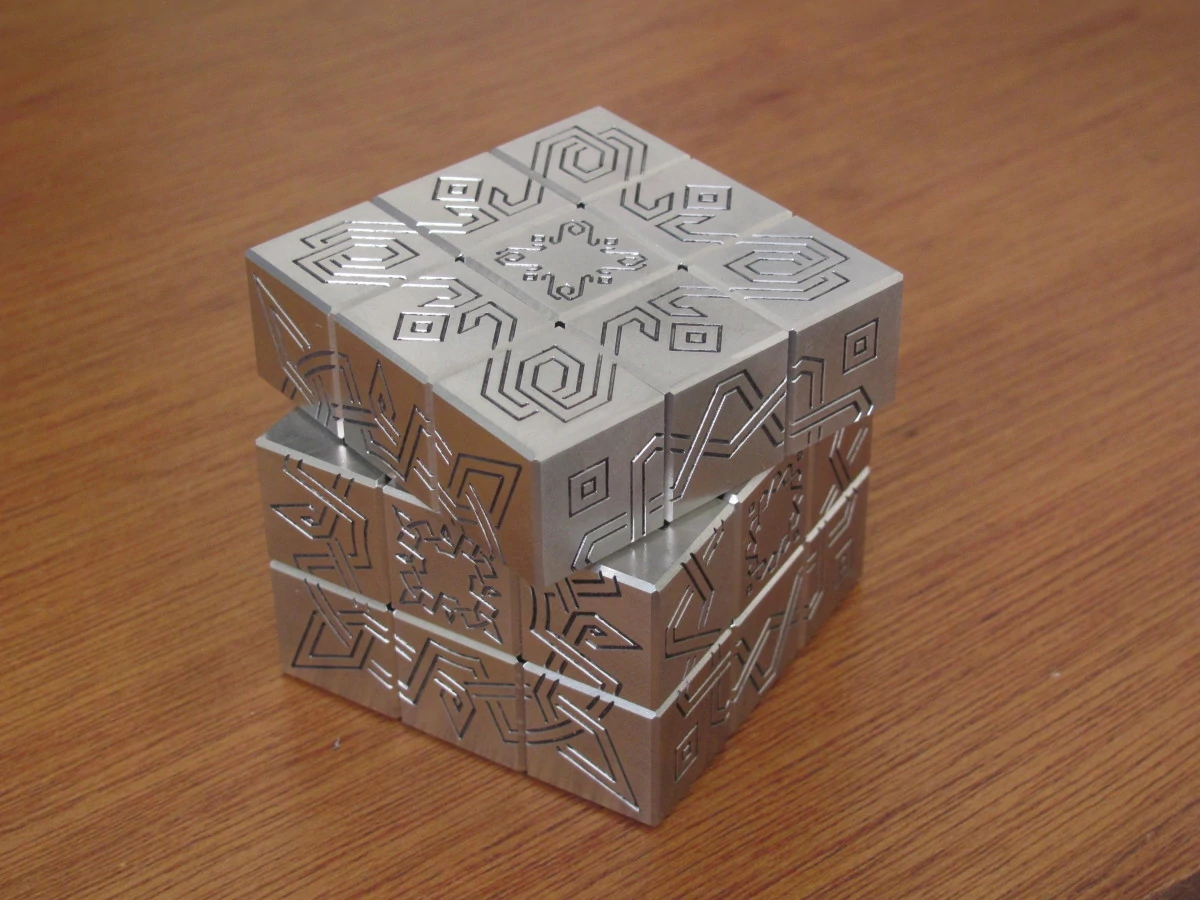
I wasn't entirely satisfied with the aluminum cube, so after thinking about the design for a while, I decided to make another one out of stainless steel. Just for fun, I thought I would make all the pieces using only manual machines. How hard could it be?
As it turns out, it was quite a bit of type 2 fun. It sure was slow and repetitive work, but I'm pleased with the result. I was motivated to think about ways to be more efficient, like machining multiple pieces at once and using looser tolerances where allowable. The slow pace also allowed me to consider details of the design while making parts. I have never been a fan of taking things slowly, but this could be a good argument for it.
design
I started by drawing all the pieces from my knowledge of how Rubik's cube internals work. The injection molded plastic pieces in commercial cubes are not the most accurate and have looser tolerances than would be best for a machined metal one. Because the aluminum cube was produced from measurements of a plastic cube, it did not have very good fit and finish. With the amount of work that would go into this cube, I wanted it to be of high quality.
Dimensions were based on a small cube size of 0.75" (1.9 cm). All internal cylindrical sliding surfaces have a radius of 0.75" as well. Here are the exterior pieces:
 corner piece
corner piece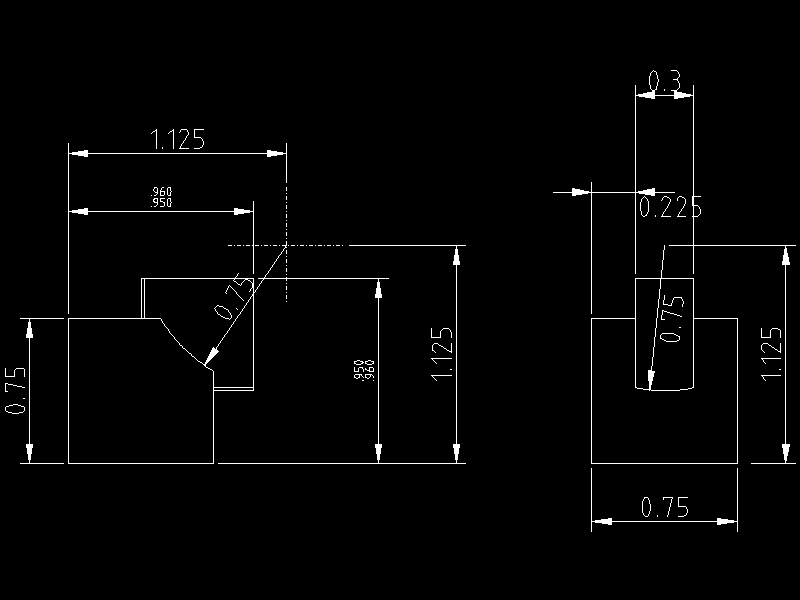 edge piece
edge piece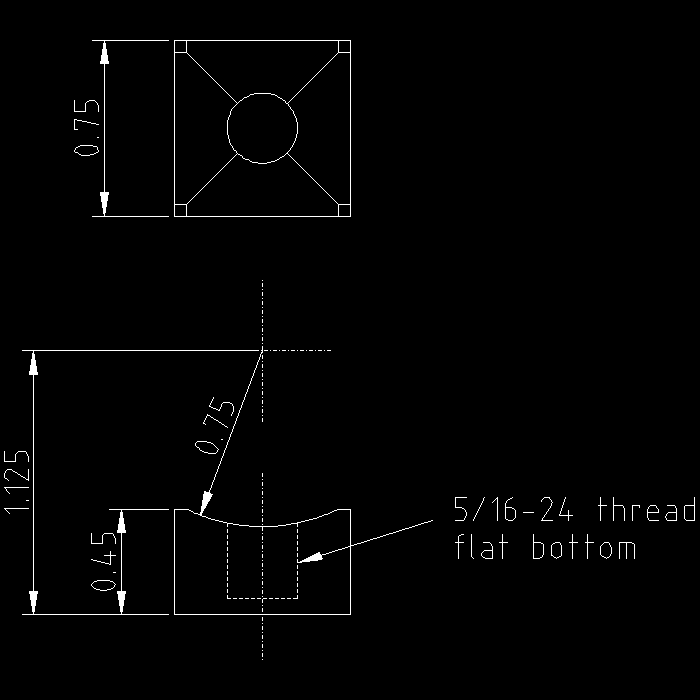 face center
face centerMany of the interior flat surfaces do not contact each other at all, hence the loose tolerances. I tried to hold all of the unspecified tolerances to within 0.002", to avoid loose pieces as the cube is turned. The curved bottoms of the face centers allow the cube to turn more smoothly than the flat bottoms of the aluminum one did.
The face centers each receive a hollow stem that screws into the 5/16-24 thread. This assembly holds a captive spring-loaded screw, which screws into the core. The spring provides some give to the entire unit and allows the cube to be assembled and disassembled easily by snapping pieces in. These are the interior pieces:
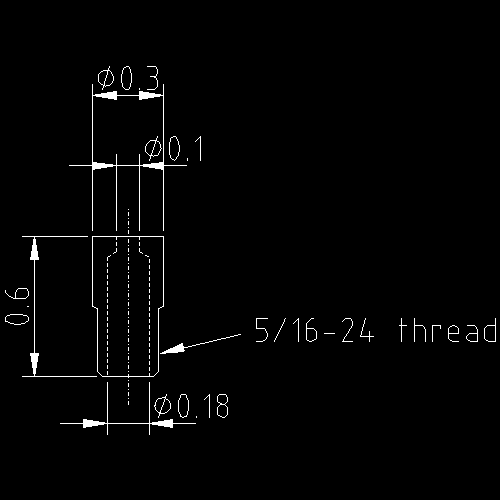 stem
stem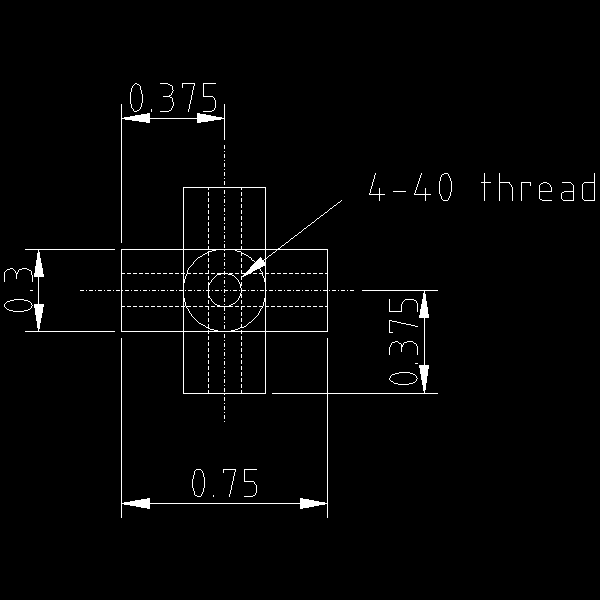 core
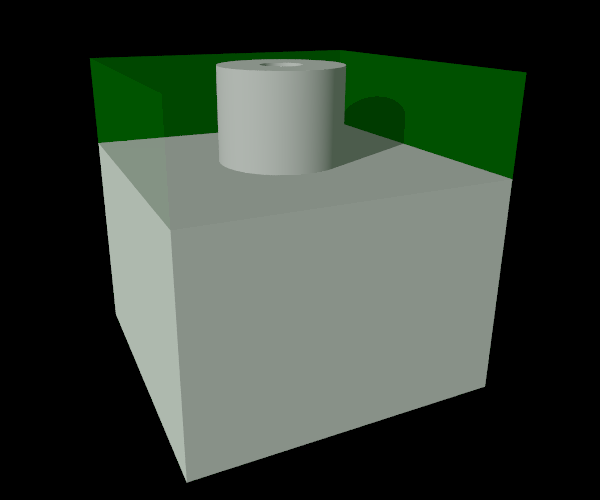
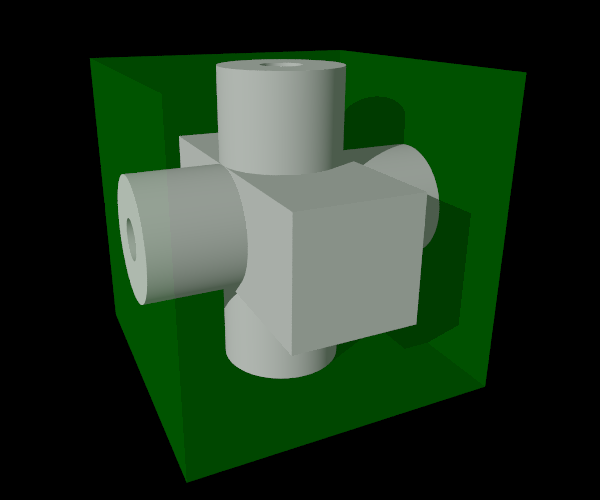
core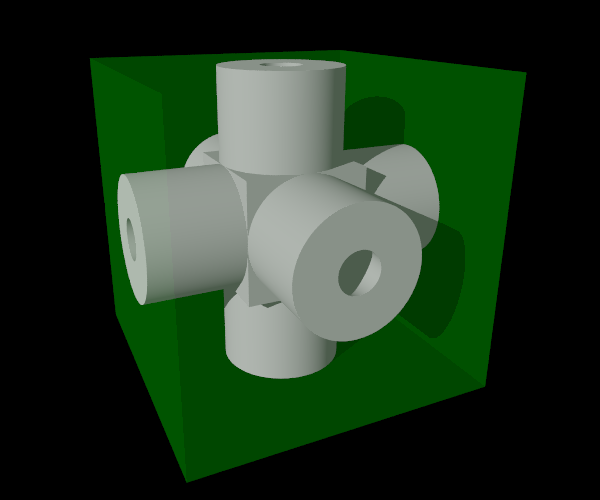 core render (blank in green)
core render (blank in green)The dimensions here generally have looser tolerances as there are no sliding surfaces. The stem just has to be approximately the right diameter for the 5/16-24 thread. The arms of the core have to be small enough to clear the inside bits of the pieces rotating around them - they don't even need to be round, but it was convenient to make.
fabrication

The cube is made out of 303 stainless steel. Initially I wanted to make it out of one of the more corrosion resistant austenitic alloys, like 304 or 316. However, after having tried to make other things out of frustratingly tough and gummy 304, I was defeated. 316 is no better, so I settled on the sulfurized, more machinable 303 - it's no 6061 aluminum, but at least it's not the devil's chewing gum.
As stated previously, I would try to make all the pieces on manual machines, only using CNC for the final decorative engraving. The flat faces are all quite easy to make on a manual mill with a DRO. For the curved surfaces, I initially considered using a rotary table on a mill, but then decided to use a lathe with some special fixturing for reasons explained later.
corners
| I started with the eight threefold-symmetric corners. The starting blanks for these pieces are 0.925" cubes cut from a piece of 1" square bar and squared up on a mill. The surfaces look much rougher than they actually are. | |
 |
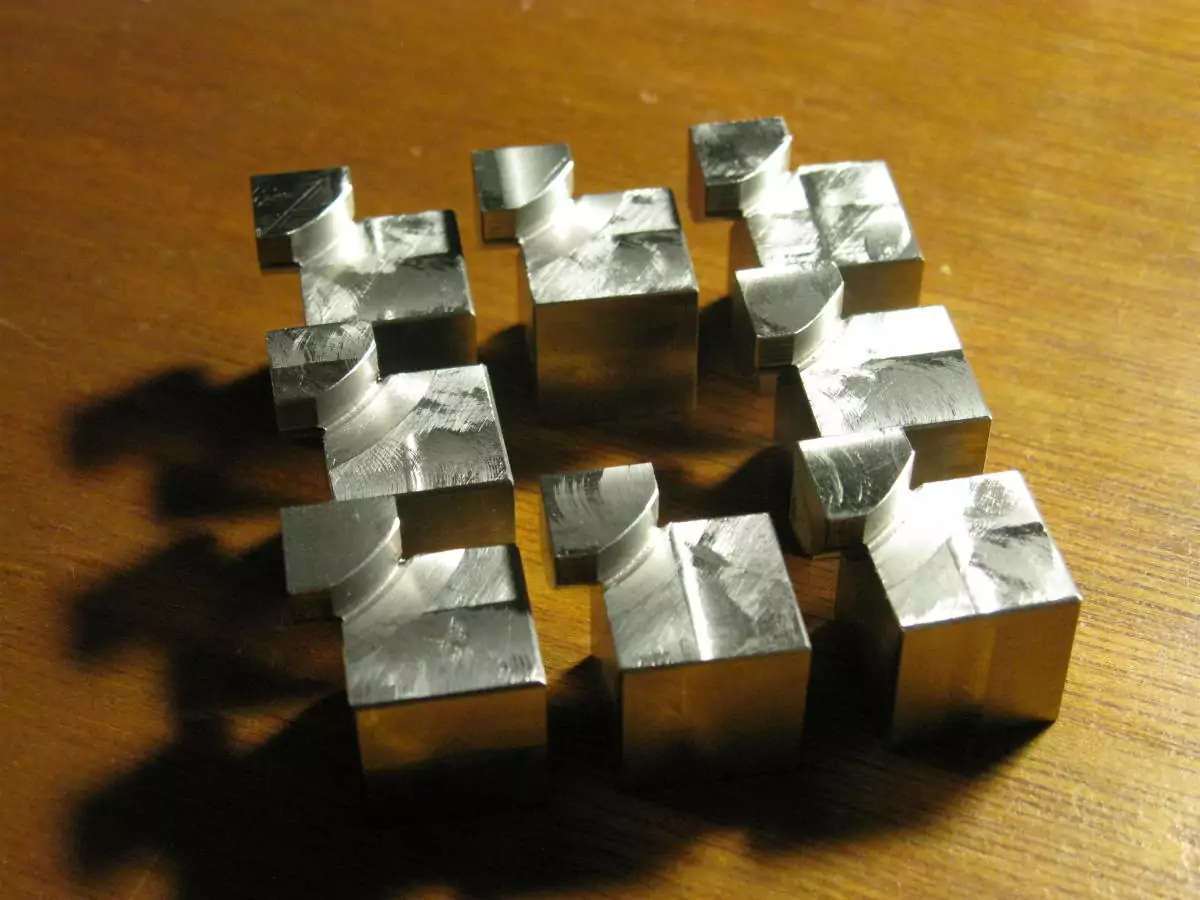
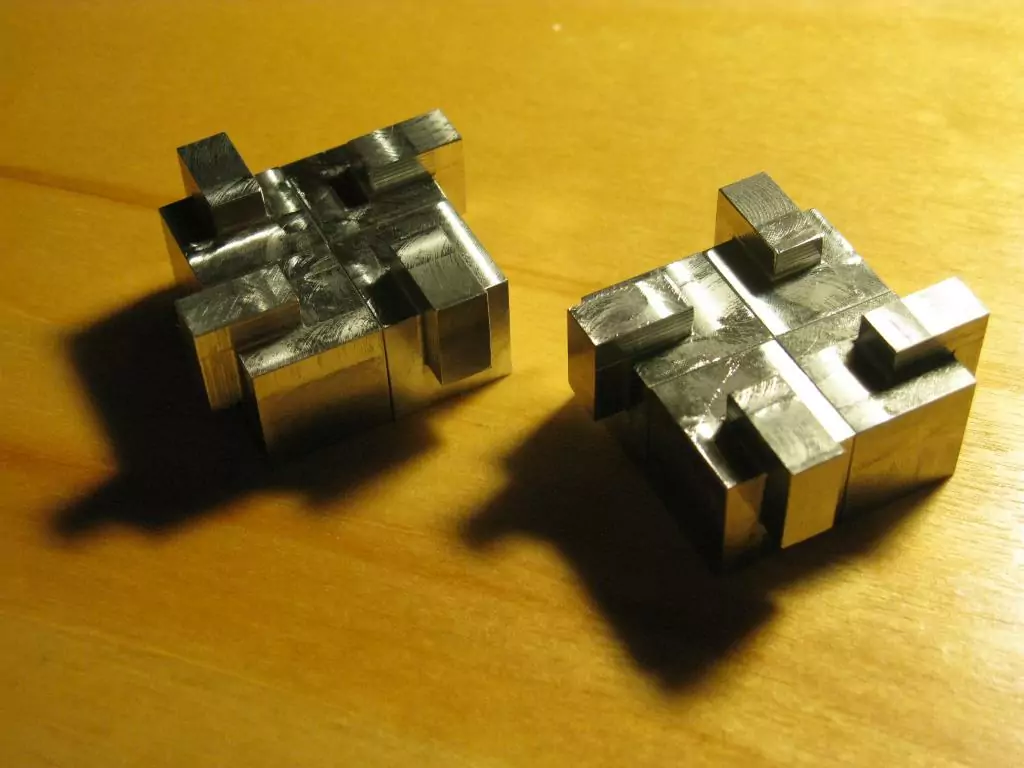
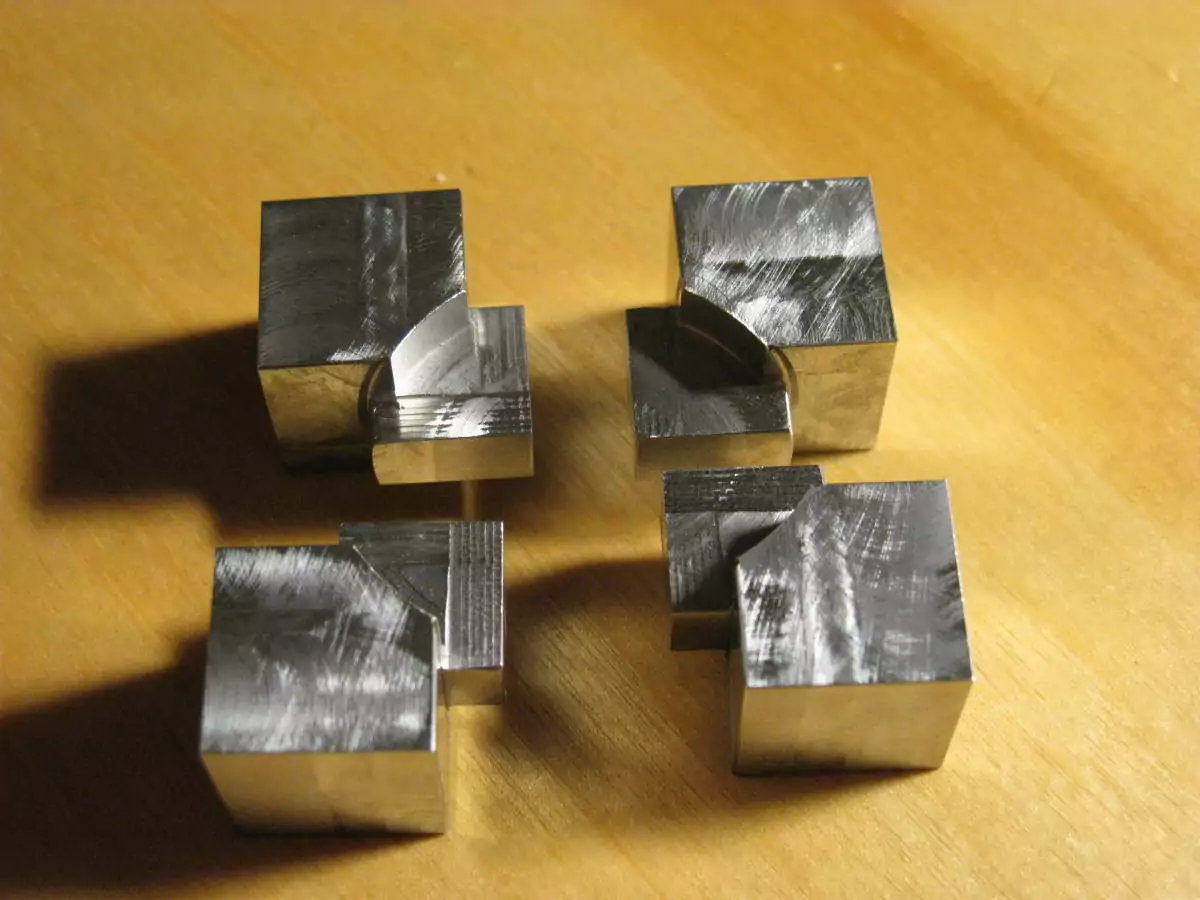
Here they are, after milling operations. The overall shape of each one is that of a 0.75" cube fused corner-to-corner with a smaller cube. These will be placed in a fixture and go on the lathe to form the curved surfaces. Notice the straight parallel lines on the small-cube bits - these are from the indexable insert endmill I used, which does not cut a straight sidewall. I took light passes in this relatively tough material, so each pass leaves a small ridge. |
 |
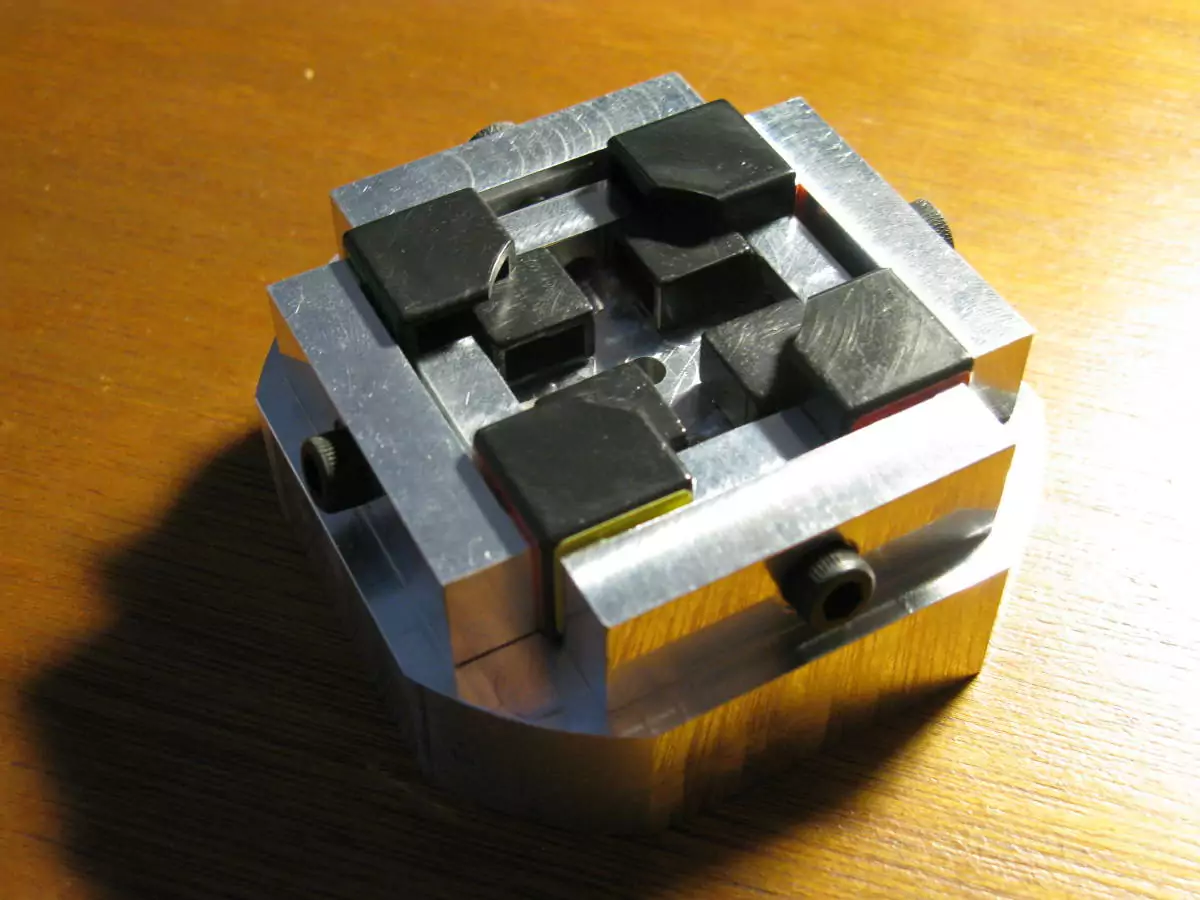
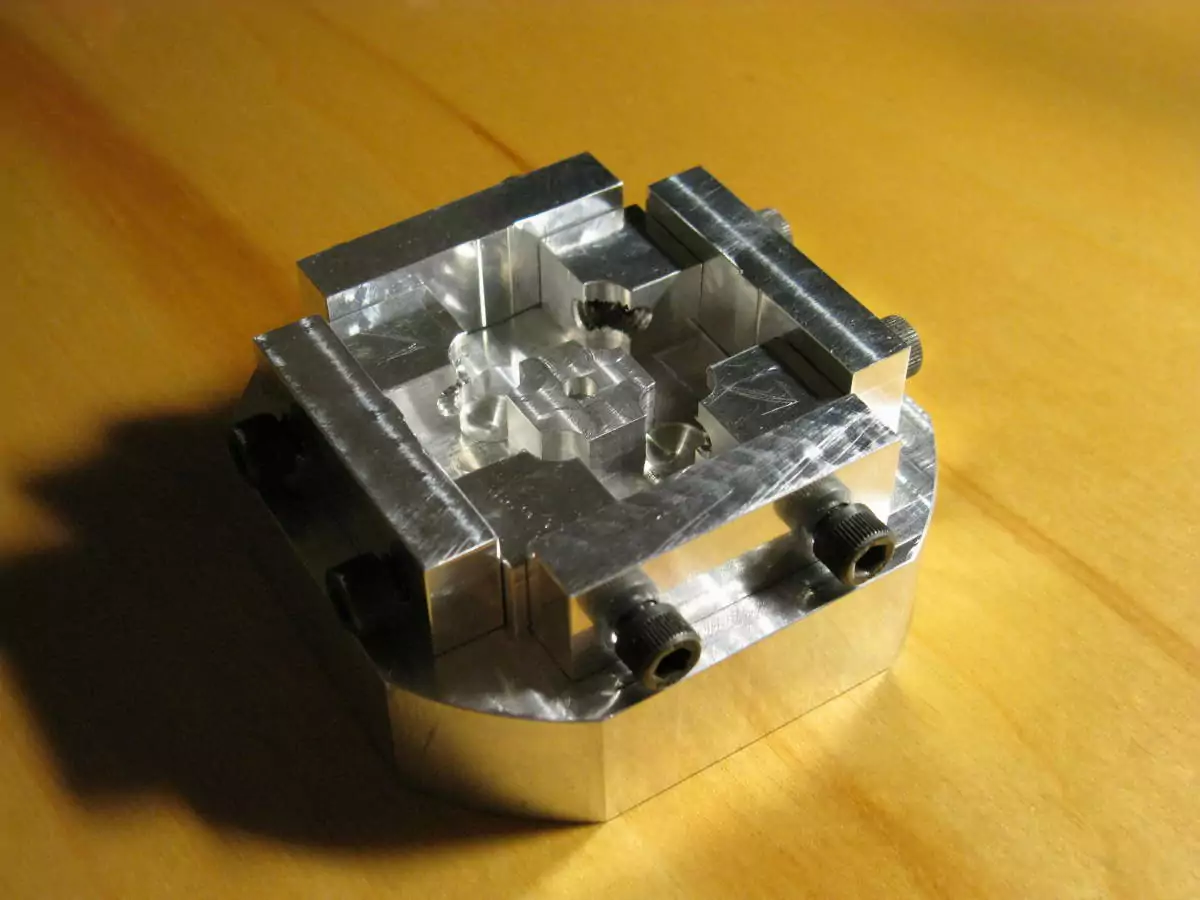
This is the fixture the corners will go in, before the clamps had holes drilled in them. The holes are angled slightly downward to help hold the pieces in. This fixture was also made entirely on a manual mill. |
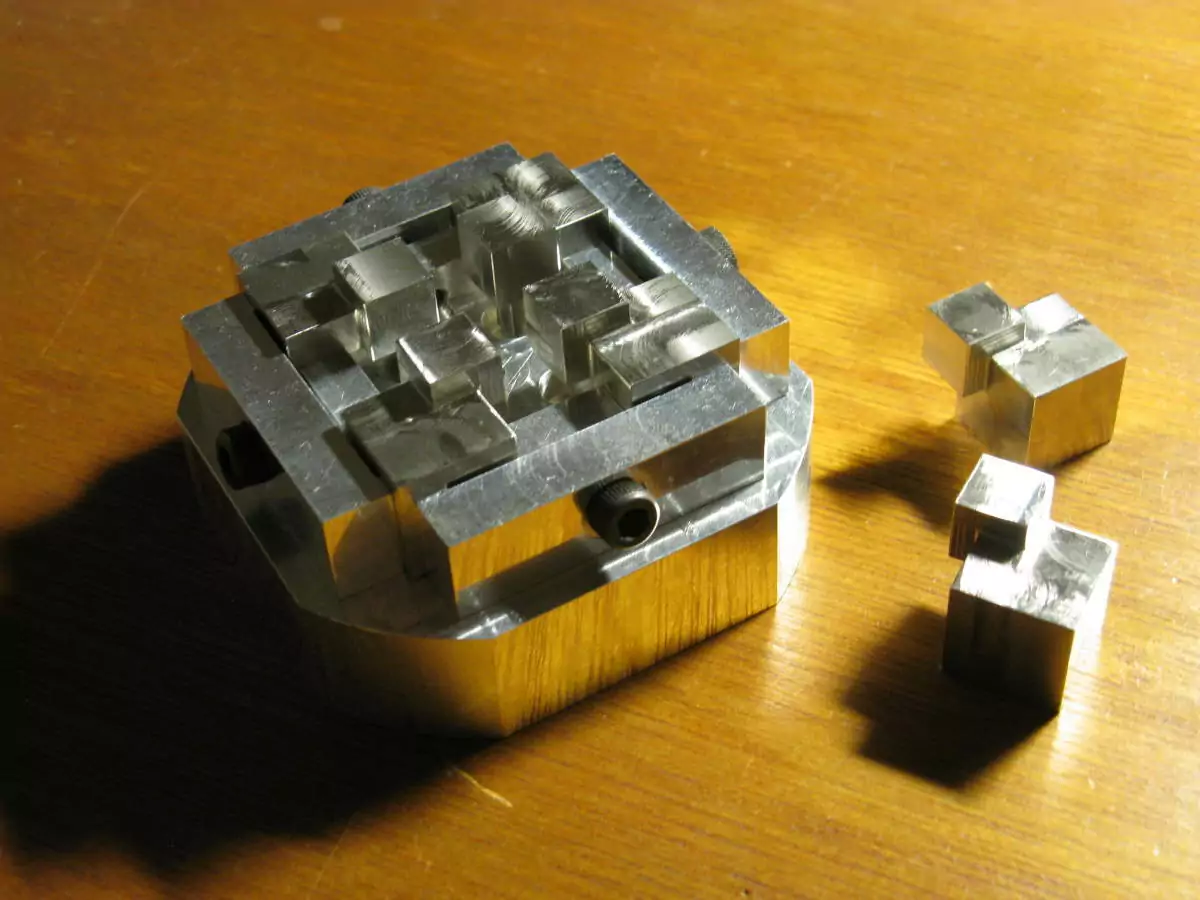 |
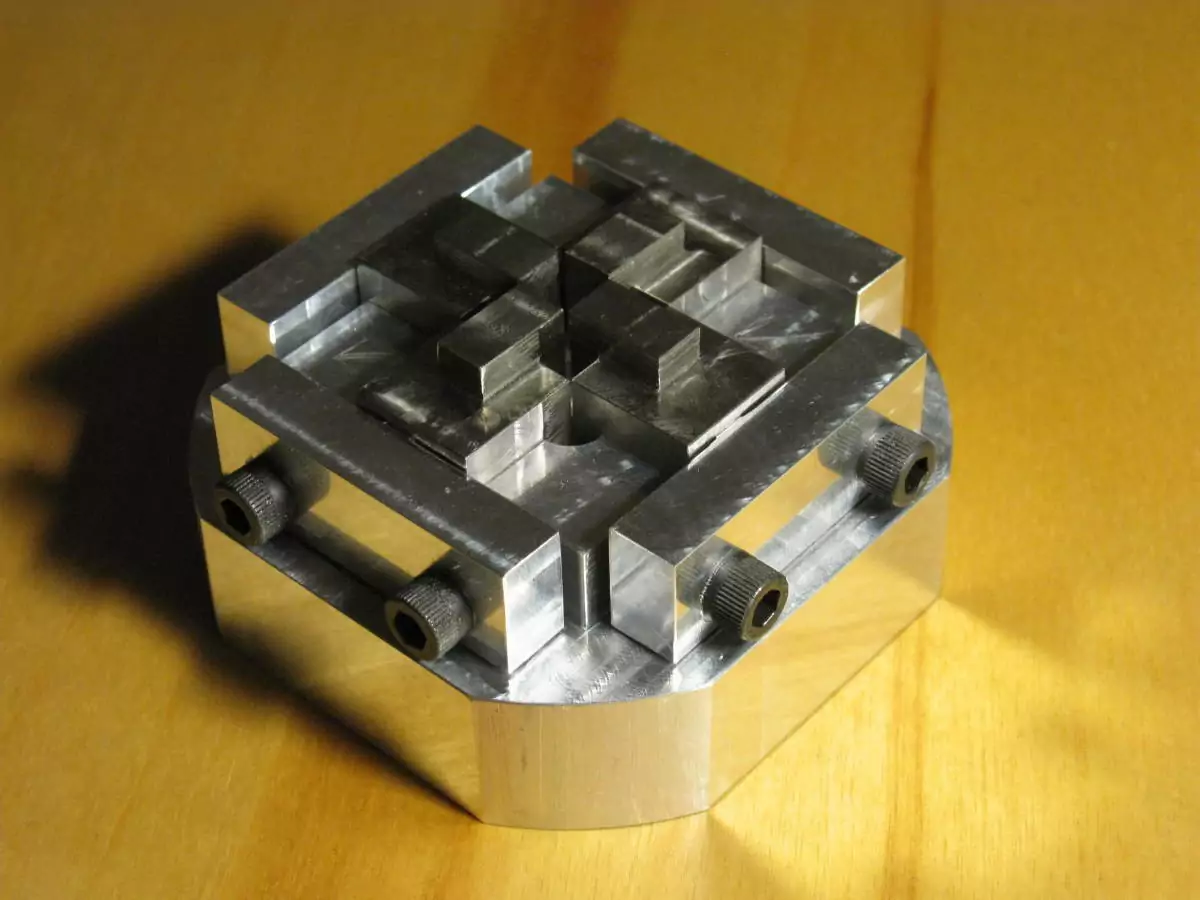
Four corner blanks fit into the fixture like this. The fixture itself will be dialed in in a 4-jaw chuck on a lathe, and a heavy interrupted cut down to a radius of 0.75" will create the cylindrical sliding surfaces. The ridges from the multiple profile passes are more visible in this photo. |
 |
After each one takes three cuts in the lathe, the corner pieces are at their final shape and ready for chamfering and finishing. Note the relief groove near the inside edges, which provides some clearance for the edge of the adjacent face piece. This is much easier to machine on a lathe than with a rotary table on the mill, because the single point cutting tool can be driven slightly into the face to create the groove. |
 |
'The module loads perfectly into the running kernel.' |
edges
| Next up were the edge pieces, 12 in total. They start as 0.955" x 0.955" x 0.75" blocks, also cut from 1" square bar and milled to size. | |
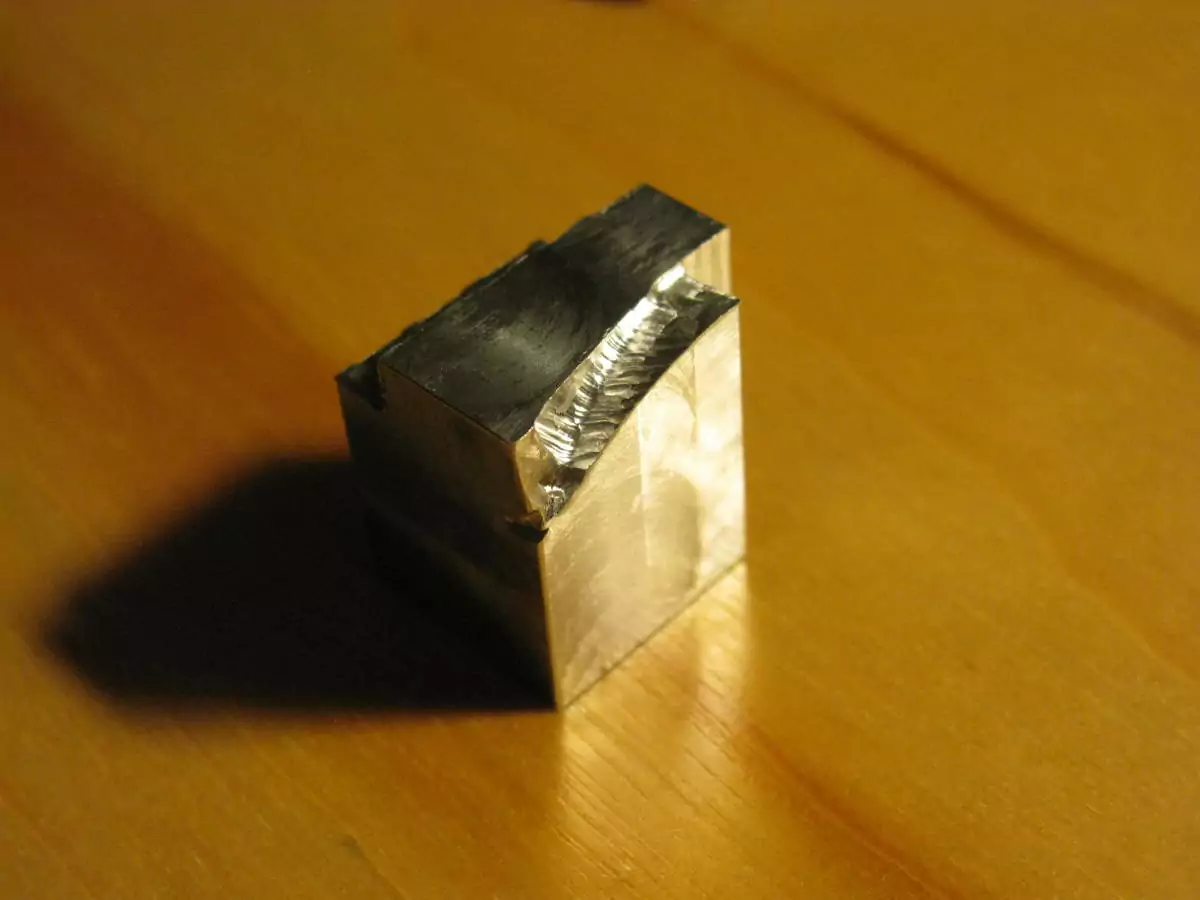 |
While plunge roughing the edge pieces, this one worked itself loose in the vise and suffered a rather violent-looking wound. Machine tools aren't dangerous until you forget how powerful they are... |
 |
After milling, they are ready for the lathe. |
 |
There are two different cylindrical surfaces on edge pieces: two outside ones and two inside ones. The same fixture used for the corners can be reused to cut the inside arcs, like so. |
 |
This one is used for the small outside arcs. Again, this fixture was milled on a manual mill (with the help of a DRO, of course). |
 |
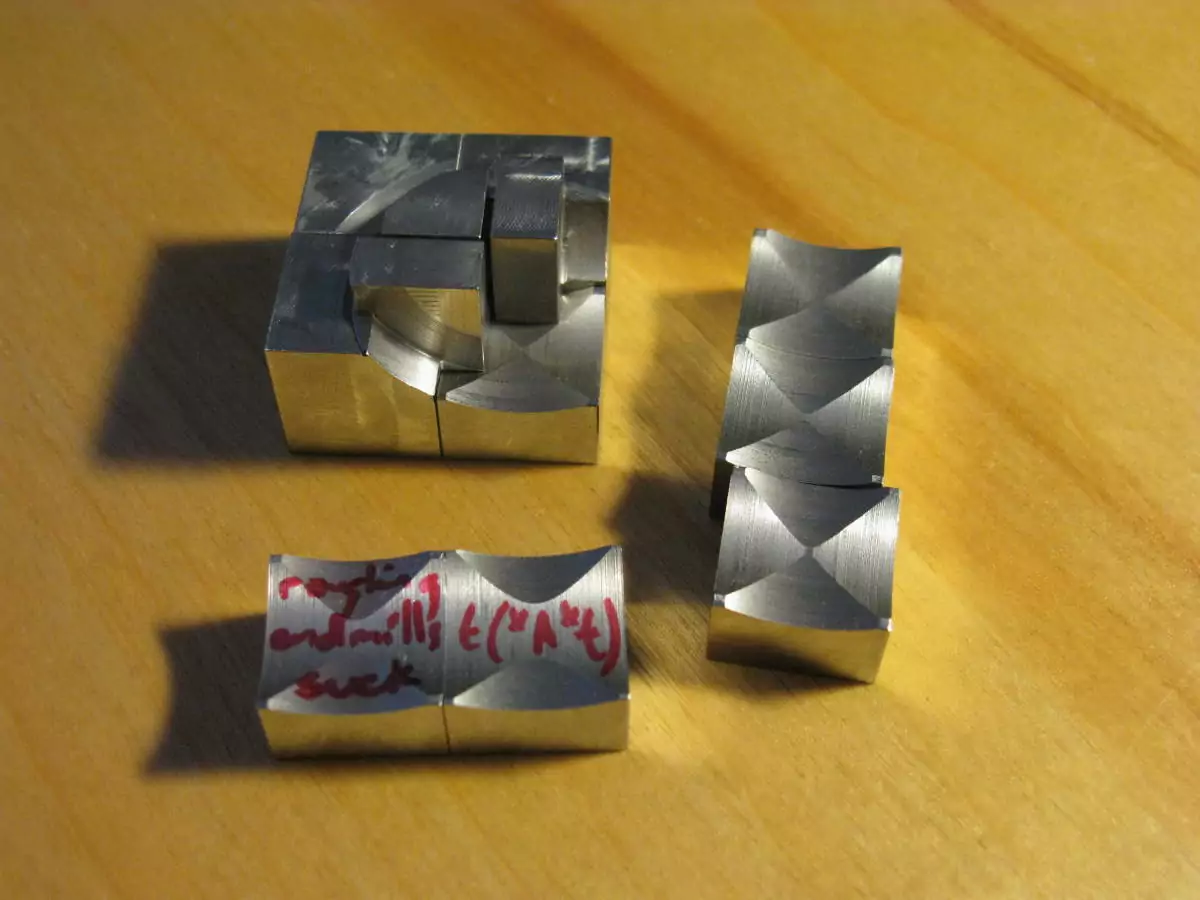
The edges take two cuts each in this fixture and two cuts in the other one... |
 |
...and end up like this, ready for finishing. The relief grooves are more visible here. The finish on some surfaces is pretty terrible, but they don't contact anything and aren't visible in the assembled cube. |
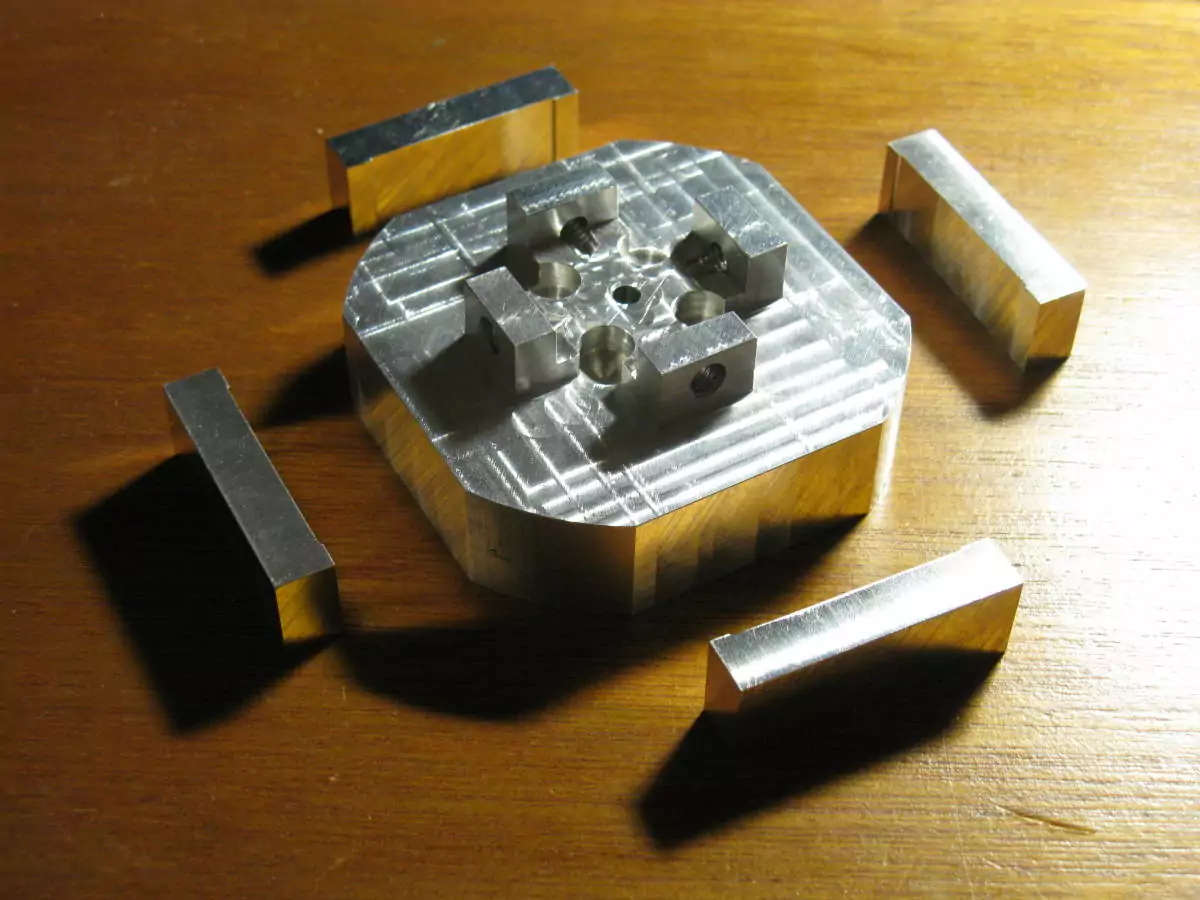
faces and stems
The faces start off as 0.75" x 0.75" x 0.45" blocks. I initially wanted to have a circular brushed finish on each face, so I faced the blocks on a lathe with significant extra effort. I then realized that I couldn't easily apply the same finish to the surrounding pieces. Oops. The lonely block at the top was out of tolerance. Double oops. |
|
 |
I began by roughing the curved bearing surfaces on the underside of each face with a 1.5" diameter roughing endmill, only to discover that roughing endmills don't have a very precise diameter. Triple oops. Fortunately, only three pieces were unusable and the other three survived with some cleanup. When I made replacements for the three scrapped pieces, I didn't take any chances and used a boring head to cut the curved bits. |
 |
The next few steps are to drill and mill a 9/32" flat-bottomed hole, chamfer it, and tap it with a 5/16-24 bottoming tap. The flat bottom lets the stem seat squarely on the bottom of the hole, and the heavy chamfer on the stems clears the partial threads left from the tap. |
 |
The stems are made from 3/8" round bar. Single-pointing the threads on a lathe seemed like a hassle and I did not have a threading tool handy, so I used a die instead. Unfortunately the dies at TechShop were the cheapest possible junk and refused to start threads. After significant frustration, I bought a proper die from a local tool shop. It started and cut a perfect thread with no difficulty at all on the first try. Good tools cost more, but they're worth it. |
core
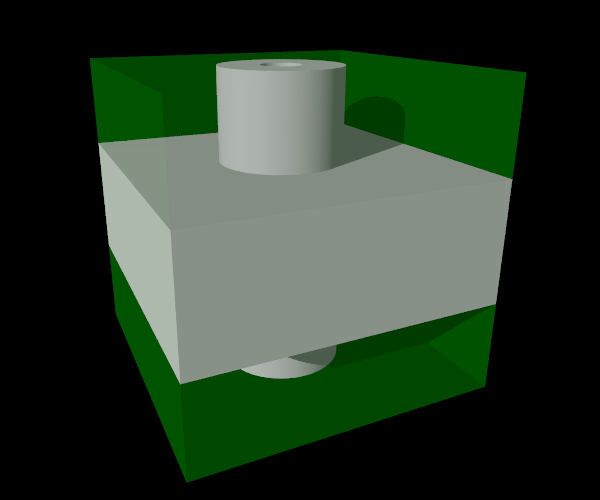
I only have a photo of the completed piece, so here are some 3D renders to illustrate the process. The entire piece is made on a lathe, using a 4-jaw chuck. From a piece of stock cut from 1" square bar, it is first turned into a 0.75" cube. Then the stock is rotated several times to turn each of the six arms.
 |
First, the cube is dialed in using the faces and one of six arms is turned. |
 |
Next, the newly turned arm is placed in the chuck and the opposing arm is turned. |
 |
The third arm is trickier; because the profile is no longer square, the part should be dialed in using the faces of the first two arms. After the third arm is done, the piece is flipped to turn the fourth one. |
 |
After turning the last two arms, holes are drilled through each one and tapped with a 4-40 thread. |
finishing
The parts are mostly complete, but the corners are too sharp for comfort and the faces aren't presentable yet. Time for finish work.
 |
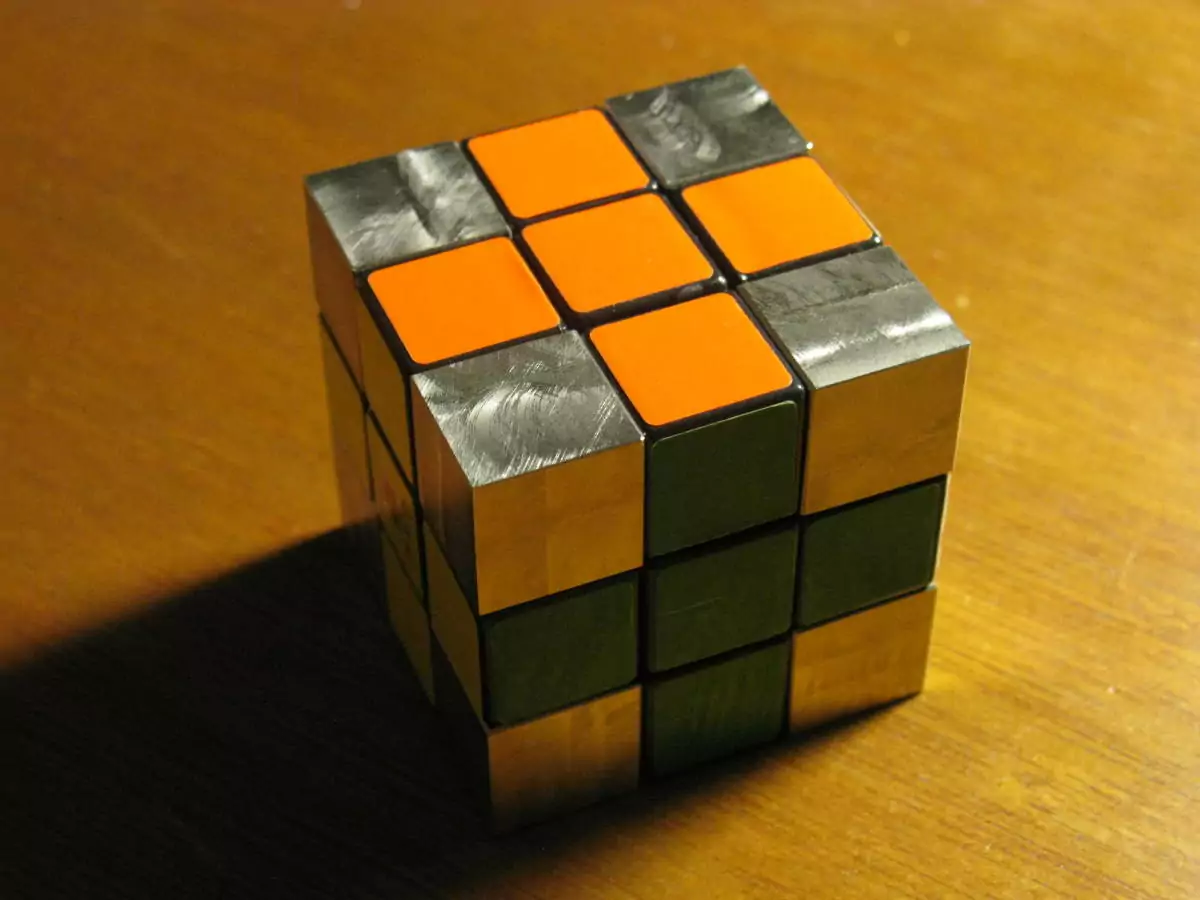
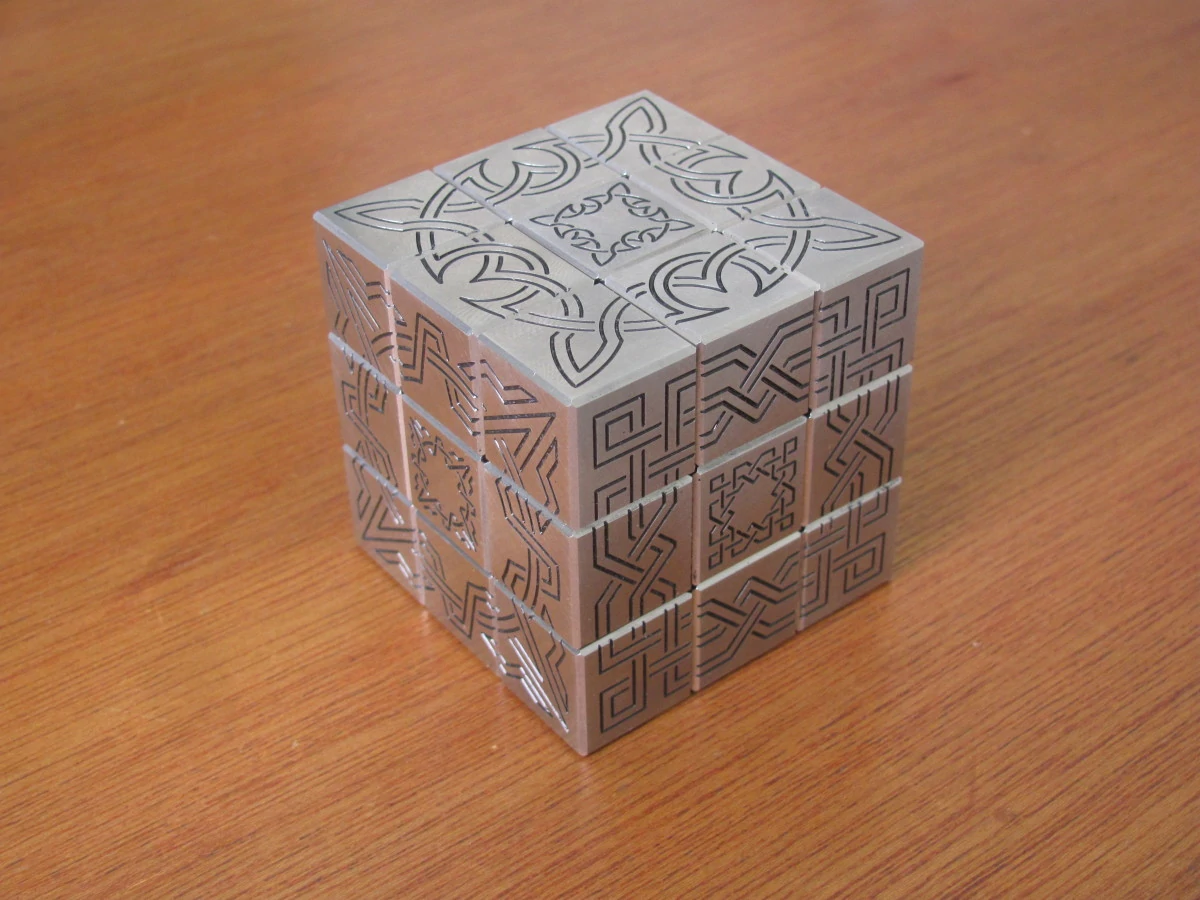
The first step is to blunt each edge with a chamfer of oh, say, this much. I didn't measure the chamfer; I just cut one that looked about right on one of the previously scrapped pieces and used the vise jaw as a reference. The cube can finally be assembled too, so I got a rough idea of what it will look like - much the same as the aluminum one, but darker. |
 |
To identify each face, there is a unique engraving surrounding the center piece on each one. The centers have a scaled-down version of the surrounding design. Here are the first two (minus the centers). |
 |
All sides have been engraved. Now it's time to do something about those unsightly tool marks... |
 |
Finally done! All the pieces were wet-sanded with 600 grit sandpaper to an even finish, then the engravings were filled with black enamel paint and cleaned off with alcohol. Apologies to my housemates for making them put up with hours and hours of 'ssssshh sssshhh ssssshhh ssssssshhh' on the glass coffee table. |
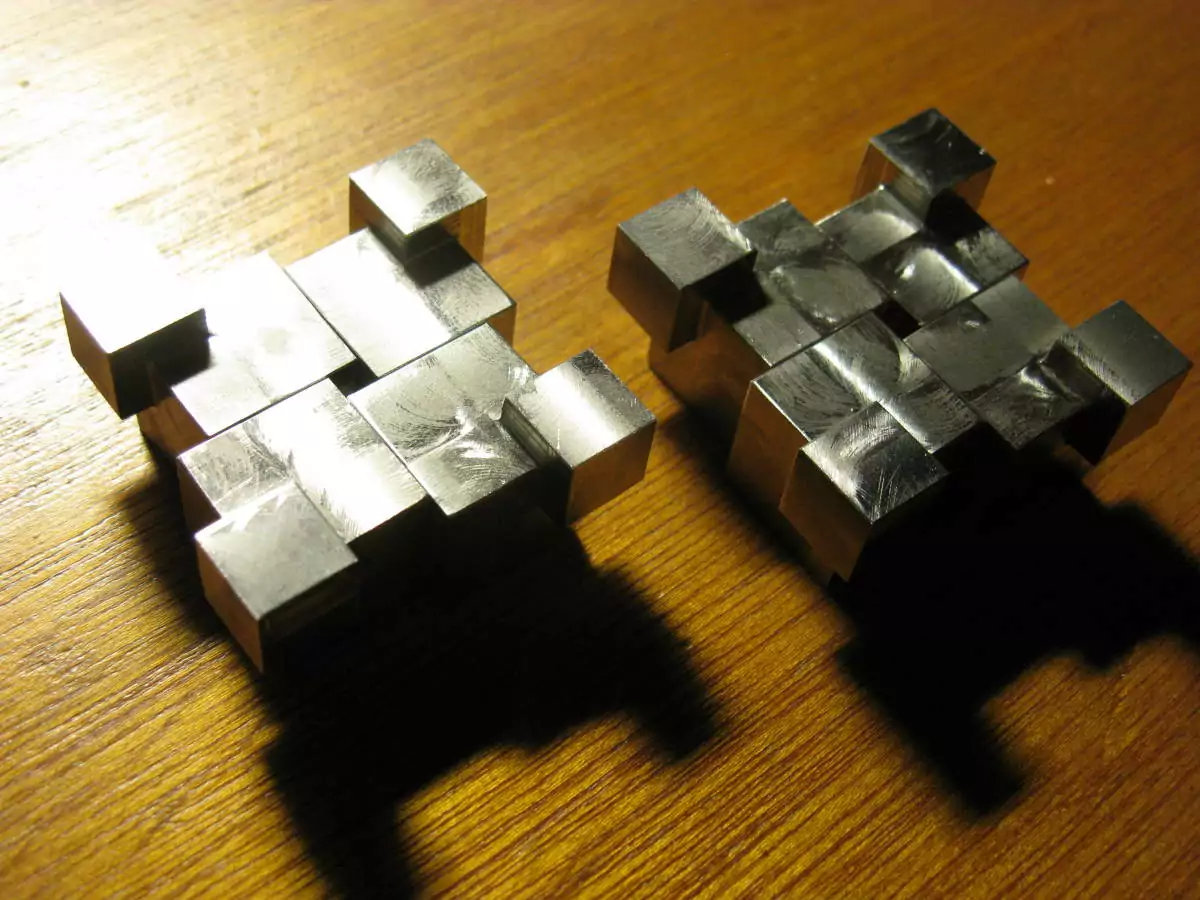
finished cube
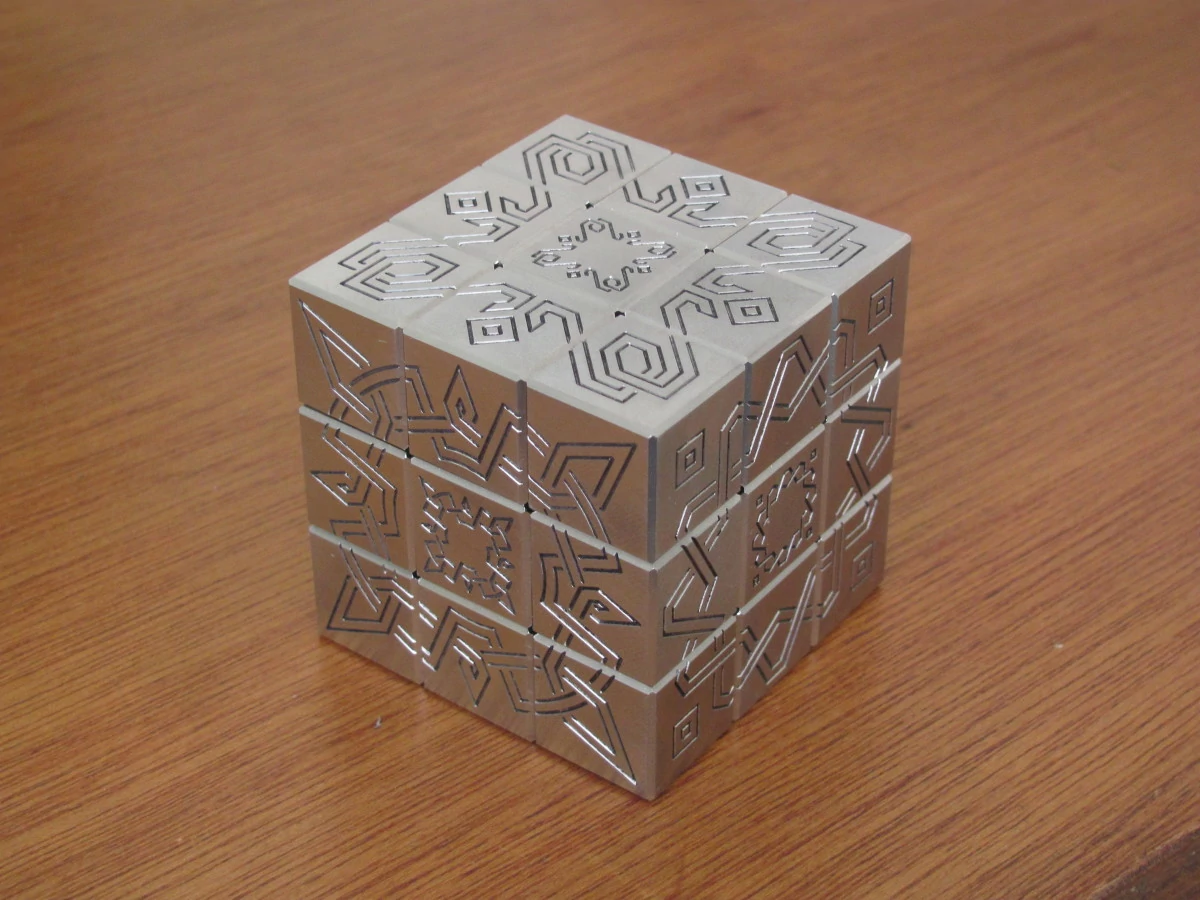

The final result is one incredibly heavy solid stainless Rubik's cube. Although it may be neat to look at, it weighs a massive three pounds (~1.4 kg) and is very tiring to manipulate. Solving this is more a test of the wrists than of the mind!
Between the relief grooves, the contours under the face centers, and the closer tolerances, this cube is much neater and smoother than the aluminum one. All the corner and edge pieces fit snugly without significant play. That does mean the faces must be better aligned to turn, but nobody would try speed cubing with this anyway.